- Konsystencja i konsystencja produktu mają ogromne znaczenie dla klienta - w produkcji lepkość jest skorelowanym parametrem zapewniającym spójność tekstury i odczucia produktu
- Od surowców po produkt końcowy, właściwości reologiczne na każdym etapie przetwarzania są ważne dla zapewnienia sukcesu końcowego produktu mleczarskiego
- Automatyzacja procesów produkcji żywności staje się kluczowa dla sukcesu komercyjnego
Wprowadzenie
W branży mleczarskiej klienci wysoko cenią smak i konsystencję. Tekstura to „odczucie” w ustach podczas spożywania produktu, zwykle oceniane przez pomiar lepkości produktu, które może „zakłócać lub zakłócać” odbiór produktu. Dodanie do wagi tekstury to zawiły sposób, w jaki współdziała z członkami drużyny o wyższym profilu: smak, aromat i aromat. Wraz ze wzrostem konkurencji w przemyśle spożywczym coraz większy nacisk kładzie się na wydajność produkcji i jakość produktu, stosowanie kontroli procesu do osiągnięcia tych celów staje się powszechne, co skutkuje korzyściami, takimi jak lepsza jakość produktu, mniejsze odpady, mniejsze koszty materiałów i energii, optymalizacja czasu przetwarzania i większa elastyczność procesu.
Reologia żywności jest bezpośrednio związana z akceptacją finalnego produktu przez konsumentów. W produktach mlecznych na właściwości reologiczne wpływają głównie trzy czynniki:
- jakość surowca;
- rodzaj i właściwości użytych składników; i
- metodyka przetwarzania i zastosowana technologia.

Różne produkty mleczarskie i znaczenie charakterystyki reologicznej
W mleku i śmietanie zachowanie reologiczne przypomina emulsje i zawiesiny. Oba mogą wykazywać zachowanie newtonowskie lub nienewtonowskie w zależności od składu, warunków lub procesów, którym mogą być poddane. Głównymi czynnikami, które wpływają na lepkość, a tym samym na `` teksturę '' produktów mlecznych, są: skład mleka, zawartość tłuszczu i białka mleka, głównie kazeina.
Kilka przykładów produktów mleczarskich i kluczowe punkty dotyczące ich składu, procesów i zachowań reologicznych:
| Produkt | Skład i procesy | Uwagi na temat znaczenia zachowań reologicznych |
|---|---|---|
| Jogurt | Mleko fermentowane, ponieważ reologiczne zachowanie jogurtu zależy od stężenia, składu i wstępnej obróbki mleka (zwłaszcza obróbki cieplnej), kultury starterowej i warunków inkubacji. | Pomiar właściwości reologicznych pozwala scharakteryzować i przewidzieć wpływ zmiennych występujących w procesie produkcyjnym na sensoryczny aspekt finalnego produktu, a zwłaszcza jego teksturę. Musi mieć lepkość, która sugeruje bogactwo produktu i nadaje mu pożądaną gładkość. |
| Masło | Masło jest pochodną mleka, którą można zdefiniować jako emulsję kropelek wody w półstałej matrycy tłuszczu mlecznego. | Matryca tłuszczu mlecznego odpowiada głównie za teksturę masła, składającą się z trójwymiarowej sieci kryształków tłuszczu otoczonych płynnym olejem. Przy małym ścinaniu masło zachowuje się jak materiał lepkosprężysty. |
| Mleko | Mleko to emulsja tłuszczu mlecznego w roztworze wodnym zawierająca wiele różnych białek, laktozę i sole. Kiedy mleko jest homogenizowane w fabryce, te kuleczki są rozbijane, a tłuszcz jest rozpraszany na mniejsze kropelki, również stabilizowane przez białka. | Wykazują one zmienną lepkość i zachowanie reologiczne, które zależy od składu mieszanki i warunków przetwarzania. |
| Kremy | Śmietana to skoncentrowana emulsja tłuszczu mlecznego w fazie wodnej; stężenie zależy od rodzaju kremu. | Wykazują one zmienną lepkość i zachowanie reologiczne, które zależy od składu mieszanki i warunków przetwarzania. |
| Lody | Lody to bardzo złożony produkt; zawiera między innymi kropelki tłuszczu mlecznego, ale zawiera również kryształki cukru, kryształki lodu i pęcherzyki powietrza. | Wykazują one zmienną lepkość i zachowanie reologiczne, które zależy od składu mieszanki i warunków przetwarzania. |
| Ser | W serze zawartość kazeiny mleka ma istotny wpływ na właściwości reologiczne żelu podpuszczkowego, jego szybkość wiązania i maksymalną jędrność. | W procesie produkcji sera koagulacja przeszkadza w produkcji, ponieważ sery otrzymywane z mleka o niskiej zdolności krzepnięcia są bardziej podatne na straty podczas przechowywania i mogą być poddawane niepełnemu i niejednorodnemu drenażowi surowicy, powodując defekty na etapie dojrzewania. |
| Mleko w proszku | Mleko w proszku jest wytwarzane w procesie „suszenia rozpyłowego”, w którym skoncentrowane mleko jest wtłaczane pod wysokim ciśnieniem przez bardzo drobne dysze do komory z ciepłym powietrzem. Proces ten jest szeroko stosowany do wytwarzania różnorodnych produktów, takich jak żywność dla niemowląt, kawa, mieszanki zup i barwniki. | Skuteczność suszenia w dużej mierze zależy od stopnia rozpylenia, który jest wprost proporcjonalny do lepkości roztworu zasilającego. Zatem lepkość mleka na etapie rozpylania ma decydujący wpływ na właściwości otrzymanego mleka w proszku. Zainstalowany w punkcie przed atomizerem, lepkościomierz zapewniał znacznie lepszą kontrolę procesu rozpylania, prowadząc do zmniejszenia strat, niższego zużycia energii i lepszej kontroli tekstury produktu, gęstości nasypowej i zawartości wilgoci. |
Lepkość do kontroli jakości i pomiarów w linii produkcyjnej w przemyśle mleczarskim
W mleczarskim przemyśle spożywczym istnieje potrzeba wytwarzania produktów o niezmiennie wysokiej jakości zgodnie z surowymi specyfikacjami z surowców, które mogą różnić się składem lub właściwościami fizycznymi. Konsument oczekuje, że produkt będzie miał odpowiednią i spójną teksturę - właściwość, na którą ma wpływ lepkość.
Typowe procesy produkcyjne związane z przetwórstwem mleczarskim, takie jak cykle termiczne i operacje mechaniczne (mieszanie, filtracja, ugniatanie, ściskanie itp.) Mogą znacząco zmienić właściwości reologiczne, a tym samym charakterystykę produktu końcowego. Aby sterować procesem produkcyjnym, najpierw należy zidentyfikować, a następnie zmierzyć jakość lub parametr charakteryzujący aktualny stan procesu. Większość procesów produkcji mleczarskiej obejmuje płyny i materiały półstałe. Lepkość jest kluczową właściwością fizyczną cieczy, która daje głębszy wgląd w to, co dokładnie dzieje się na poziomie molekularnym, który często dość dobrze charakteryzuje stan procesu, niezależnie od tego, czy występuje samodzielnie, czy w połączeniu z innymi właściwościami fizycznymi i chemicznymi.
Etapy procesu produkcji typowych produktów mleczarskich, w których lepkościomierz może zapewnić znaczące korzyści w zakresie procesu i kontroli jakości, to:
1. Formułowanie, badania i rozwój oraz testowanie produktów mleczarskich i surowców
Pomiary lepkości są wykorzystywane przez inżynierów procesowych przy projektowaniu receptur oraz przy opracowywaniu produktów, które mają wykazywać docelowe właściwości. Ponadto, w przypadku farmaceutyków i produkcji żywności, identyfikowalność procesu jest ważna dla organów regulacyjnych, a pomiary inline zapewniają pełne śledzenie produktów w całym cyklu produkcyjnym.
Ponadto pomiary lepkości są przydatne w przychodzących procedurach kontroli jakości w celu przesiewania i testowania surowców przed dopuszczeniem do kolejnego etapu przetwarzania żywności.
2. Monitor produkcjioring
Pomiary lepkości przetwarzanego płynu na linii produkcyjnej mogą dać wgląd w przebieg procesu w czasie rzeczywistym. Systemy przetwarzania żywności wyposażone w wbudowany monitor lepkościoring może wykryć i skompensować te zmiany oraz umożliwić odpowiednie działania naprawcze w celu utrzymania spójności.

3. Kontrola jakości
Informacje potrzebne do zweryfikowania skuteczności poszczególnych etapów przetwarzania z niezawodnym procesem kontroli jakości (QC) są niezwykle istotne, aby zapewnić spójne partie - kluczową metodę produkcji w przemyśle mleczarskim.
Dlatego ważne staje się monitorowanie właściwości płynu procesowego w czasie rzeczywistym i dostosowywanie:
- Stężenie składników / materiałów
- Intensywność mieszania
- Temperatura mieszania
- Czas mieszania
- Czas przebywania
Biorąc pod uwagę, że lepkość produktu mleczarskiego podczas przetwarzania nie jest parametrem statycznym, ale zmienia się z powodu wymagań procesu, a także samego przetwarzania, kluczowe jest monitorowanie (i kontrolowanie) lepkości podczas całego cyklu przetwarzania.
Podsumowując: pomiar i kontrola lepkości w linii może zapewnić skuteczny i korzystny sposób kontroli procesu w przemyśle mleczarskim na następujące główne sposoby:
- Wykrywanie punktu końcowego procesu mieszania / blendowania: Podczas procesu mieszania charakterystyka lepkości jest przydatna do określenia stabilności i punktu końcowego. Podczas homogenizacji wiele produktów mlecznych (które są emulsjami) ulegnie znacznemu wzrostowi lepkości w miarę zmniejszania się wielkości kropel. Wielkość tego wzrostu będzie zatem dobrym wskaźnikiem jakości emulsji. Monitoring lepkość online umożliwia ręczną lub automatyczną regulację intensywności mieszania, prędkości obrotowej i innych zmiennych procesowych, w zależności od.
- Lepsze zarządzanie składnikami i obchodzenie się z nimi: Stężenie ma silną korelację z lepkością; stąd informacja o lepkości może być skutecznie wykorzystana do przewidywania lub kontroli krzyżowej
- Lepkość wpływa na odczucie produktu w ustach: Formuły produktów mleczarskich to złożone systemy o szerokim zakresie zastosowań i zastosowań komercyjnych. Dokładne scharakteryzowanie produktów z danymi dotyczącymi lepkości ma kluczowe znaczenie dla zapewnienia stabilności reologicznej i właściwości organoleptycznych podczas ich spożywania.
Z tych powodów pomiar lepkości uzyskany za pomocą wiskozymetru wbudowanego może zapewnić doskonały punkt odniesienia dla kontroli jakości i zapewnić QA / QC procesu i produktu końcowego.
Pomiar lepkości w mleczarniach i wyzwania procesowe
Inżynierowie i operatorzy zakładów zajmujących się przetwarzaniem produktów mleczarskich zdają sobie sprawę z potrzeby dokonywania pomiarów lepkości i interweniowania poprzez odpowiednie działania korygujące w celu uzyskania wysokiej jakości i spójnej reologii produktu. Jednak dokonywanie tych pomiarów przez lata stanowiło dla nich wyzwanie.
Próbki pobierania offline są po prostu zawodne i nie nadają się do przemysłu mleczarskiego
Monitoring lepkość płynu w procesie często oznacza pobranie próbki płynu ze zbiornika lub rurociągu i dostarczenie próbki do laboratorium, gdzie jej właściwości reologiczne są mierzone za pomocą wiskozymetru laboratoryjnego lub reometru. Na podstawie wyników należy poinformować operatora procesu, czy płyn ma pożądaną lepkość, lub jeśli wymagane są dalsze działania, po interwencji należy wykonać nowe pomiary. System ten nazywany jest sterowaniem off-line lub ręcznym i ma kilka oczywistych wad – jest czasochłonny i często niedokładny nawet w przypadku doświadczonych operatorów. Najczęściej wyniki są zbyt późne, aby zapisać partię.
Alternatywą jest użycie wbudowanego wiskozymetru, który będzie stale monitorował lepkość płynu procesowego w trakcie całego procesu. Ten instrument daje sygnał wyjściowy, który, jeśli jest wyświetlany, dostarcza operatorowi informacji niezbędnych do sterowania procesem. Alternatywnie, wyjścia lepkościomierza są podłączone do PLC (sterownik programowalny) / DCS (cyfrowy system sterowania) w celu automatycznego sterowania procesem.
Problemy z konwencjonalnymi lepkościomierzami do montażu w linii
Tradycyjne wiskozymetry napotykają problemy związane z przepływem płynu w rurociągach i instalacjach mieszania zbiorników. Ogólnie rzecz biorąc, wiskozymetry nie działają prawidłowo w przepływie turbulentnym. Instrumenty obrotowe działają tylko do pewnego maksymalnego natężenia przepływu. Przepływ musi być kontrolowany dla lepkościomierzy spadku ciśnienia. Problemów związanych z przepływem można uniknąć, instalując wiskozymetr on-line i dostosowując przepływ próbki do przyrządu. Czas odpowiedzi przyrządu może być powiązany z warunkami przepływu, ponieważ do skutecznej kontroli wymagany jest odpowiedni współczynnik wymiany próbki. W przypadku instalacji w zbiorniku pożądane jest umieszczenie przyrządu w położeniu, w którym sąsiedni płyn reprezentuje ogólny stan płynu procesowego, oraz aby uniknąć „martwych stref”. Przyrządy używane w środowisku procesowym muszą być solidne i odporne na wszelkie korozyjne materiały, z którymi mogą się zetknąć, zwłaszcza podczas czyszczenia.
Rheonics' Rozwiązania w zakresie kontroli i zapewnienia jakości procesów produkcji mleczarskiej
Tam, gdzie proces żywnościowy ma charakter ciągły, wykrywanie on-line (które określa stan procesu w czasie rzeczywistym) jest idealną metodą rozwiązania problemu. Do użytecznych zastosowań czujniki muszą spełniać kilka wymagań, np. możliwość współpracy z monitorem instalacjioring/systemy sterowania, niezawodne pomiary niezależnie od przepływu i warunków otoczenia, możliwość czyszczenia i stabilność w czasie i temperaturze.
Zautomatyzowany pomiar i kontrola lepkości w linii jest wiarygodnym narzędziem do monitorowania i zapewniania, że właściwości reologiczne są nienaruszone ze specyfikacjami i zapewniają pełną zgodność krytycznych charakterystyk z wymaganiami dla wielu serii, bez konieczności polegania na metodach pomiaru offline i technikach pobierania próbek.
Rheonics czujniki kontroli procesów dla przemysłu spożywczego, równolegle z rozwojem technologii kontroli procesów, mają potencjał do podniesienia poziomu automatyzacji procesów i wyposażenia inżynierów fabryki w osiągnięcie maksymalnych korzyści z cyfryzacji, realizacji danych procesowych i długoterminowych planów działania, danych- oparte na planowaniu konserwacji i niezawodności oraz wysokiej powtarzalności pod względem jakości i konsystencji produktów mlecznych. Rheonics oferuje następujące rozwiązania w zakresie kontroli i optymalizacji procesów w zakresie formułowania, przetwarzania, zwiększania skali i testowania produktów mlecznych.
Mierniki lepkości i gęstości
- In-line Lepkość pomiary: Rheonics" SRV to szerokozakresowe urządzenie do pomiaru lepkości w linii, zdolne do wykrywania zmian lepkości w dowolnym strumieniu procesowym w czasie rzeczywistym.
- In-line Lepkość i gęstość pomiary: Rheonics" SRD jest przyrządem do jednoczesnego pomiaru gęstości i lepkości w linii. Jeśli pomiar gęstości jest ważny dla twoich operacji, SRD jest najlepszym czujnikiem spełniającym twoje potrzeby, z możliwościami operacyjnymi podobnymi do SRV oraz dokładnymi pomiarami gęstości.
Instrument ten daje sygnał wyjściowy i odczytuje na panelu oprogramowania, który, jeśli jest wyświetlany, dostarcza operatorowi informacji niezbędnych do sterowania procesem. Alternatywnie może być możliwe wysłanie wyjścia do automatycznego sterownika procesu. Zintegrowane systemy sterowania umożliwiają efektywne wykorzystanie informacji o lepkości / gęstości w linii technologicznej.
Zintegrowane przetwarzanie produktów mlecznych pod klucz jakość i konserwacjami
Rheonics oferuje zintegrowane rozwiązanie „pod klucz” do zarządzania jakością produkcji produktów mlecznych, składające się z:
- In-line Lepkość pomiary: Rheonics'SRV - szerokozakresowy, wbudowany miernik lepkości z wbudowanym pomiarem temperatury płynu
- Rheonics Monitor procesu: zaawansowany predykcyjny kontroler śledzenia do monitorowania i kontrolowania zmian warunków procesu w czasie rzeczywistym
- Rheonics RheoPulse , , , , , , , , , , , , ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, , w automatyczny dOsing: Autonomiczny system poziomu 4, który zapewnia brak kompromisów z ustalonymi limitami lepkości i automatycznie aktywuje zawory obejściowe lub pompy w celu adaptacyjnego dozowania składników mieszanki
Czujnik SRV jest umieszczony w linii, więc stale mierzy lepkość (i gęstość w przypadku SRD). Alerty można skonfigurować tak, aby powiadamiały operatora o niezbędnych działaniach lub cały proces zarządzania można w pełni zautomatyzować RPTC (Rheonics Predykcyjny kontroler śledzenia). Zastosowanie SRV w linii technologicznej przygotowania produktów mlecznych skutkuje poprawą produktywności, marży zysku i osiągnięciem zgodności z przepisami. Rheonics czujniki mają kompaktową obudowę, co ułatwia instalację OEM i modernizację. Nie wymagają konserwacji ani ponownej konfiguracji. Czujniki zapewniają dokładne, powtarzalne wyniki niezależnie od sposobu i miejsca montażu, bez konieczności stosowania specjalnych komór, uszczelek gumowych lub zabezpieczeń mechanicznych. Nie wykorzystujące materiałów eksploatacyjnych i nie wymagające ponownej kalibracji, SRV i SRD są niezwykle łatwe w obsłudze, co skutkuje wyjątkowo niskimi kosztami eksploatacji w całym okresie użytkowania.

Po ustaleniu środowiska procesowego zwykle nie potrzeba wiele wysiłku, aby utrzymać spójność integralności systemów – operatorzy mogą polegać na ścisłej kontroli dzięki Rheonics rozwiązanie do zarządzania jakością produkcji produktów mlecznych. Osiągnięcie wyższej jakości, zwiększonej wydajności, mniejszych strat i mniejszej degradacji produktu.
Rheonics' Korzyść
Kompaktowy kształt, brak ruchomych części i nie wymaga konserwacji
Rheonics' SRV i SRD mają bardzo małe wymiary, co ułatwia instalację OEM i modernizację. Umożliwiają łatwą integrację z dowolnym strumieniem procesu. Są łatwe w czyszczeniu i nie wymagają konserwacji ani ponownej konfiguracji. Mają niewielką powierzchnię, co pozwala na instalację Inline w dowolnej linii technologicznej, bez konieczności stosowania dodatkowej przestrzeni lub adaptera.
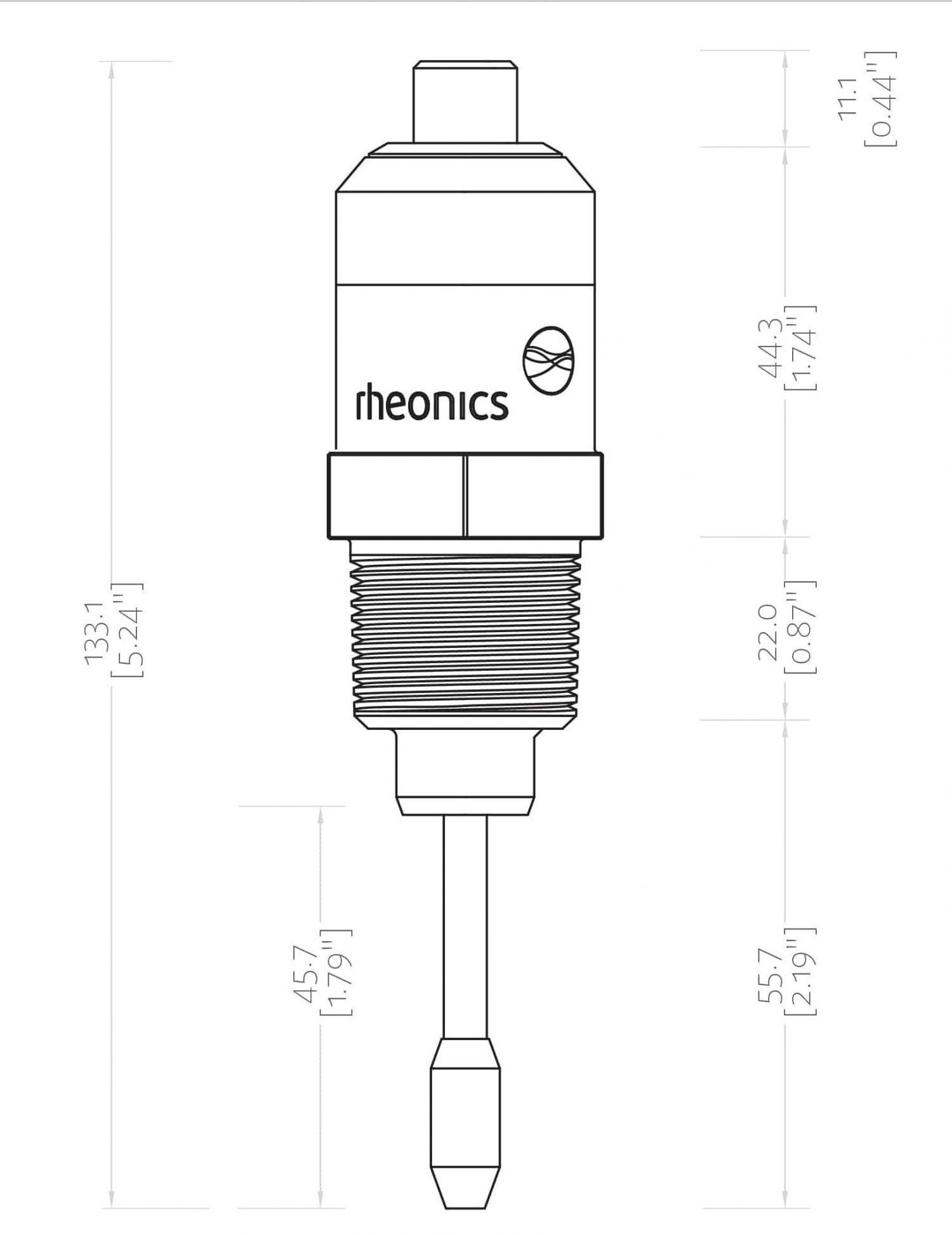 SRV - NPT Wymiary
SRV - NPT Wymiary SRV - Triclamp Wymiary
SRV - Triclamp WymiaryHigieniczny, sanitarny projekt
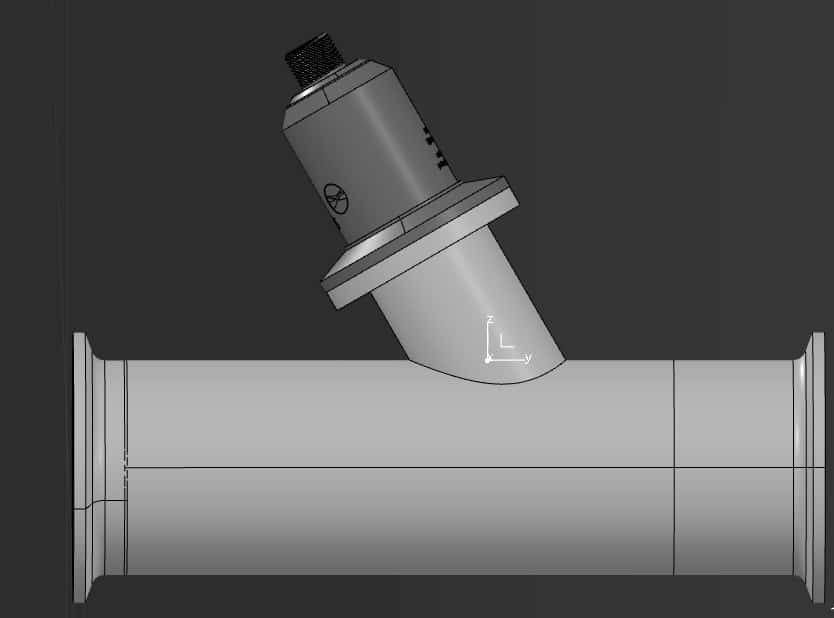
Rheonics SRV i SRD są dostępne w tri-clamp i DIN 11851 oprócz niestandardowych przyłączy procesowych.
 SRV - DIN 11851
SRV - DIN 11851  SRV - Triclamp
SRV - TriclampZarówno SRV, jak i SRD są zgodne z wymogami dotyczącymi kontaktu z żywnością zgodnie z przepisami amerykańskiej FDA i UE.
Wysoka stabilność i niewrażliwość na warunki montażu: Możliwa dowolna konfiguracja
Rheonics SRV i SRD wykorzystują unikalny, opatentowany rezonator współosiowy, w którym dwa końce czujników skręcają się w przeciwnych kierunkach, eliminując momenty reakcji podczas ich montażu, a tym samym czyniąc je całkowicie niewrażliwymi na warunki montażu i natężenia przepływu. Element czujnika znajduje się bezpośrednio w płynie, bez konieczności stosowania specjalnej obudowy lub klatki ochronnej.
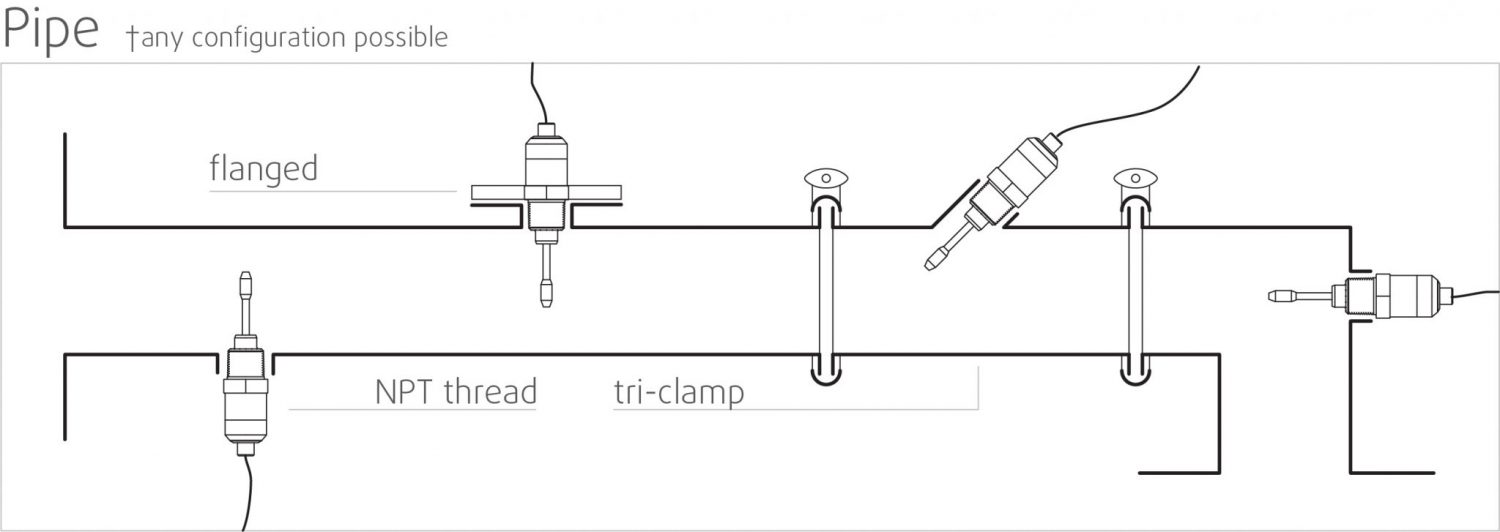 Montaż - rury
Montaż - rury Montaż - zbiorniki
Montaż - zbiornikiNatychmiastowe dokładne odczyty jakości produkcji - Pełny przegląd systemu i sterowanie predykcyjne
Rheonics" RheoPulse , , , , , , , , , , , , ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, ,, , oprogramowanie jest wydajne, intuicyjne i wygodne w użyciu. Płyn procesowy w czasie rzeczywistym może być monitorowany na zintegrowanym IPC lub komputerze zewnętrznym. Wiele czujników rozmieszczonych w całym zakładzie jest zarządzanych z jednej tablicy rozdzielczej. Brak wpływu pulsacji ciśnienia pompowania na działanie czujnika lub dokładność pomiaru. Brak efektu wibracji.
Pomiary w linii, nie jest wymagana linia obejściowa
Zainstaluj czujnik bezpośrednio w strumieniu procesowym, aby wykonywać pomiary lepkości (i gęstości) w czasie rzeczywistym. Nie jest wymagana linia obejściowa: czujnik można zanurzyć w linii; natężenie przepływu i wibracje nie wpływają na stabilność i dokładność pomiaru.
Łatwa instalacja i brak konieczności ponownej konfiguracji / ponownej kalibracji - zero konserwacji / przestojów
W mało prawdopodobnym przypadku uszkodzenia czujnika należy wymienić czujniki bez wymiany lub ponownego programowania elektroniki. Doraźne zamienniki zarówno czujnika, jak i elektroniki, bez aktualizacji oprogramowania sprzętowego i zmian kalibracji. Łatwy montaż. Dostępne ze standardowymi i niestandardowymi przyłączami procesowymi, takimi jak NPT, Tri-Clamp, DIN 11851, kołnierzowe, Varinline i inne przyłącza sanitarne i higieniczne. Żadnych specjalnych komór. Łatwe do usunięcia w celu czyszczenia lub kontroli. SRV jest również dostępny w wersji DIN11851 i tri-clamp złącze ułatwiające montaż i demontaż. Sondy SRV są hermetycznie uszczelnione w celu czyszczenia na miejscu (CIP) i obsługują mycie pod wysokim ciśnieniem za pomocą złączy IP69K M12.
Rheonics przyrządy posiadają sondy ze stali nierdzewnej i opcjonalnie posiadają powłoki ochronne w sytuacjach specjalnych.
Niskie zużycie energii
Zasilacz 24 V DC o poborze prądu mniejszym niż 0.1 A podczas normalnej pracy.
Krótki czas reakcji i lepkość kompensowana temperaturą
Ultraszybka i solidna elektronika w połączeniu z kompleksowymi modelami obliczeniowymi sprawia, że Rheonics urządzenia jedne z najszybszych, wszechstronnych i najdokładniejszych w branży. SRV i SRD umożliwiają dokładne pomiary lepkości (i gęstości w przypadku SRD) w czasie rzeczywistym co sekundę i nie mają na nie wpływu zmiany natężenia przepływu!
Szerokie możliwości operacyjne
RheonicsPrzyrządy są zbudowane tak, aby wykonywać pomiary w najtrudniejszych warunkach.
SRV jest dostępny z najszerszy na rynku zakres działania wiskozymetru procesowego w linii:
- Zakres ciśnienia do 5000 psi
- Zakres temperatur od -40 do 200 ° C
- Zakres lepkości: od 0.5 cP do 50,000 cP (i więcej)
SRD: Pojedynczy instrument, potrójna funkcja - Lepkość, temperatura i gęstość
Rheonics' SRD to unikalny produkt, który zastępuje trzy różne przyrządy do pomiarów lepkości, gęstości i temperatury. Eliminuje trudności związane ze zlokalizowaniem trzech różnych instrumentów i zapewnia niezwykle dokładne i powtarzalne pomiary w najtrudniejszych warunkach.
zarządzanie procesy przygotowania emulsji wydajniej, obniżyć koszty i zwiększyć produktywność
Zintegruj SRV z linią procesową i zapewnij spójność przez lata. SRV stale monitoruje i kontroluje lepkość (i gęstość w przypadku SRD) oraz aktywuje zawory adaptacyjnie do dozowania składników mieszanki. Zoptymalizuj proces za pomocą SRV i doświadcz mniej przestojów, mniejszego zużycia energii, mniej niezgodności i oszczędności kosztów materiałów. A na koniec przyczynia się do lepszych wyników finansowych i lepszego środowiska!
Czyszczenie na miejscu (CIP) i sterylizacja na miejscu (SIP)

SRV (i SRD) monitoruje czyszczenie przewodów cieczy za pomocą monitoring lepkość (i gęstość) środka czyszczącego/rozpuszczalnika podczas fazy czyszczenia. Czujnik wykrywa wszelkie drobne pozostałości, umożliwiając operatorowi podjęcie decyzji, czy linia jest czysta/odpowiednia. Alternatywnie SRV (i SRD) dostarcza informacje do zautomatyzowanego systemu czyszczenia, aby zapewnić pełne i powtarzalne czyszczenie pomiędzy seriami, zapewniając w ten sposób pełną zgodność z normami sanitarnymi obowiązującymi w zakładach produkujących żywność.

Doskonała konstrukcja i technologia czujnika
Mózgiem tych czujników jest wyrafinowana, opatentowana elektronika. SRV i SRD są dostępne ze standardowymi przyłączami procesowymi, takimi jak ¾” NPT, DIN 11851, kołnierzowe i Tri-clamp umożliwiając operatorom wymianę istniejącego czujnika temperatury w linii technologicznej na SRV/SRD, dostarczając bardzo cennych i przydatnych informacji o płynie procesowym, takich jak lepkość, oprócz dokładnego pomiaru temperatury za pomocą wbudowanego czujnika Pt1000 (dostępna klasa AA, A, B DIN EN 60751) .
Elektronika zbudowana tak, aby pasowała do Twoich potrzeb
Dostępna zarówno w obudowie przetwornika, jak i małej obudowie do montażu na szynie DIN, elektronika czujnika umożliwia łatwą integrację z liniami procesowymi i wewnątrz szaf maszynowych.


Łatwa integracja
Wiele analogowych i cyfrowych metod komunikacji zaimplementowanych w elektronice czujnika sprawia, że podłączenie do przemysłowych sterowników PLC i systemów sterowania jest proste i proste.
Opcje komunikacji analogowej i cyfrowej

Opcjonalne opcje komunikacji cyfrowej

Kluczowe zalety zarządzania lepkością w czasie rzeczywistym
Potrzeba scharakteryzowania właściwości płynów ma kluczowe znaczenie przy formułowaniu, zwiększaniu skali, przetwarzaniu i testowaniu produktów mleczarskich, a także przy projektowaniu i rozwijaniu sprzętu wykorzystywanego w tych procesach. Poniżej przedstawiono główne korzyści wynikające z integracji wbudowanego rozwiązania do zarządzania lepkością w przetwórstwie produktów mleczarskich.
Obsługuje ciągłą produkcję i zapewnia spójność między partiami
Lepkość jest kluczem do znalezienia sposobu pomiaru jakości emulsji, tak aby można było zachować pewien stopień konsystencji z jednej partii do drugiej.
- Konwencjonalne metody produkcji produktów mleczarskich opierają się na quasi-ciągłych procesach
- Ciągły proces homogenizacji polega na kontrolowanym dozowaniu komponentów, dostosowywaniu się i dostosowywaniu do warunków płynu w czasie rzeczywistym, na które może mieć wpływ wiele parametrów
Poprawa wydajności procesów
Monitoring lepkość podczas procesu może pomóc w wydajności procesu, zapewniając oszczędności energii i zapobiegając niedostatecznemu wymieszaniu.

Zmniejszenie kosztów materiałów
Odpowiednie dostosowania procesów produkcyjnych w czasie rzeczywistym mogą utrzymywać zużycie materiałów pod kontrolą i niemal z dokładnością do odpowiedniej ilości wymaganej do dozowania, co skutkuje znacznymi oszczędnościami kosztów materiałów.

Zgodność z ATEX i IECEx
Rheonics oferuje czujniki iskrobezpieczne z certyfikatami ATEX i IECEx do stosowania w środowiskach niebezpiecznych. Czujniki te spełniają zasadnicze wymagania bezpieczeństwa i higieny pracy związane z projektowaniem i konstrukcją urządzeń i systemów ochronnych przeznaczonych do stosowania w przestrzeniach zagrożonych wybuchem.
Posiadane przez firmę certyfikaty iskrobezpieczności i przeciwwybuchowości Rheonics pozwala także na dostosowanie istniejącego czujnika, pozwalając naszym klientom uniknąć czasu i kosztów związanych z identyfikacją i testowaniem alternatywy. Można dostarczyć czujniki niestandardowe do zastosowań wymagających od jednej jednostki do tysięcy jednostek; z czasem realizacji wynoszącym tygodnie zamiast miesięcy.
Rheonics SRV & SRD posiadają zarówno certyfikat ATEX, jak i IECEx.


Realizacja
Zainstaluj czujnik bezpośrednio w strumieniu procesowym, aby wykonywać pomiary lepkości i gęstości w czasie rzeczywistym. Nie jest wymagana linia obejściowa: czujnik można zanurzyć w linii; natężenie przepływu i wibracje nie wpływają na stabilność i dokładność pomiaru. Zoptymalizuj wydajność mieszania, zapewniając powtarzalne, kolejne i spójne testy płynu.
Lokalizacje kontroli jakości w linii
- W czołgach
- W rurach łączących między różnymi pojemnikami procesowymi
Instrumenty / czujniki
SRV Wiskozymetr LUB an SRD dla dodatkowej gęstości
Rheonics Wybór instrumentu
Rheonics projektuje, produkuje i sprzedaje innowacyjne czujniki i monitory płynóworing systemy. Precyzja zbudowana w Szwajcarii, RheonicsWiskozymetry i gęstościomierze in-line charakteryzują się czułością wymaganą w danym zastosowaniu i niezawodnością niezbędną do przetrwania w trudnych warunkach operacyjnych. Stabilne wyniki – nawet w niekorzystnych warunkach przepływu. Brak wpływu spadku ciśnienia lub natężenia przepływu. Równie dobrze nadaje się do pomiarów kontroli jakości w laboratorium. Nie ma potrzeby zmiany żadnego komponentu ani parametru, aby mierzyć w pełnym zakresie.
Sugerowane produkty do zastosowania
- Szeroki zakres lepkości - monitoruj cały proces
- Powtarzalne pomiary zarówno płynów newtonowskich, jak i nienewtonowskich, płynów jednofazowych i wielofazowych
- Hermetycznie zamknięte, wszystkie części ze stali nierdzewnej 316L zwilżane
- Wbudowany pomiar temperatury płynu
- Kompaktowy kształt ułatwiający instalację w istniejących liniach technologicznych
- Łatwy w czyszczeniu, nie wymaga konserwacji ani ponownej konfiguracji
- Pojedynczy przyrząd do pomiaru gęstości procesowej, lepkości i temperatury
- Powtarzalne pomiary zarówno płynów newtonowskich, jak i nienewtonowskich, płynów jednofazowych i wielofazowych
- Konstrukcja wykonana w całości z metalu (stal nierdzewna 316L)
- Wbudowany pomiar temperatury płynu
- Kompaktowy kształt ułatwiający montaż w istniejących rurach
- Łatwy w czyszczeniu, nie wymaga konserwacji ani ponownej konfiguracji