Podsumowanie: pojedynczy czujnik do monitorowania wpływu utleniania (TOTOX), kwasów tłuszczowych (TBA) i związków polarnych (TPC) na zdrowie i wydajność oleju do smażenia. Nie tylko testuj lub próbuj, monitoruj przez cały proces smażenia.
Przegląd
Smażenie to jedna z najstarszych i najpopularniejszych metod gotowania. Olej do smażenia jest drogi, a jego podgrzewanie pochłania znaczne ilości energii, więc ekonomika smażenia wymaga ponownego wykorzystania oleju we frytownicy w wielu partiach. Udowodniono, że wielokrotne używanie oleju do smażenia jest niebezpieczne ze względu na degradację chemiczną, która również obniża wydajność smażenia oleju (Liu, M. et al., 2016). Ocena i właściwe zarządzanie zużytym olejem posmażalniczym jest przedmiotem wielkiej troski agencji zdrowia, producentów żywności i konsumentów. Zapewnienie bezpiecznych i zdrowych produktów smażonych przy jednoczesnej kontroli kosztów to droga do zrównoważonego biznesu dla firm spożywczych.
wideo LumaTouch
Dlaczego olej do smażenia ulega degradacji?
Najczęstszymi reakcjami chemicznymi zachodzącymi w procesie smażenia są hydroliza, polimeryzacja i utlenianie, przemiana termiczna. W wyniku tych reakcji powstaje znaczna ilość szkodliwych związków, takich jak polimery i ketony, które znacząco zmieniają jakość oleju do smażenia. Wytworzone związki termooksydacyjne zasługują na uwagę, gdyż stres oksydacyjny jest związany z różnymi procesami degeneracyjnymi i chorobami, np. mutagenezą, transformacją komórkową i nowotworami, miażdżycą, zawałami serca i przewlekłymi chorobami zapalnymi (Liu, M. i in., 2016).

W większości przypadków degradację oleju do smażenia ocenia się na podstawie oględzin. Na przykład szefowie kuchni/inżynierowie z fabryki wykorzystują swoje doświadczenie, aby decydować, kiedy wyrzucić olej ze względu na nadmierne pienienie, nieprzyjemny zapach, palenie, zmiany koloru oraz poprzez degustację produktów spożywczych. Jednak metody te nie są wiarygodne ze względu na ich subiektywną naturę, a parametry te mogą ujawnić się dopiero wtedy, gdy olej stał się już niebezpieczny do ponownego użycia.
W jaki sposób frytownice przemysłowe monitorują i zarządzają olejem do smażenia?
Podczas smażenia przemysłowego personel odpowiedzialny za jakość może monitorować kilka parametrów chemicznych podczas operacji smażenia, starając się utrzymać optymalną jakość. Faktycznie, monitoring olej do smażenia jest niezbędny, aby uniknąć nieprzyjemnych skutków dla gotowych przekąsek, które mogą mieć wpływ nie tylko na smak, ale także na zdrowie konsumentów.
Zakłady produkcyjne zwykle mają system filtrowania, który ma na celu wydłużenie żywotności oleju, przy drastycznym obniżeniu kosztów. Wciąż jednak ważna jest identyfikacja parametrów wskazujących na postępującą degradację oleju, ponieważ właściwości fizykochemiczne oleju i tłuszczu smażonego ulegają znacznym zmianom po intensywnym użytkowaniu.
Jakiego wskaźnika jakości używają frytownice do optymalizacji smażenia?
Inżynierom w tych zakładach przetwórstwa spożywczego stawia się pytanie – jaki jest najlepszy wskaźnik chemiczny oleju do smażenia przy opracowywaniu i wdrażaniu programu zapewnienia jakości smażonej żywności? Istnieje wiele różnych indeksów, które są używane, takie jak:
- Wolny kwas tłuszczowy (liczba kwasowa)
- Całkowite materiały polarne (TPM)
- Polimeryzowany trigliceryd
- Mydła
- Kolor Lovibonda
- Wartość anizydynowa
- Zawartość nadtlenka
- Wskaźnik stabilności oleju (OSI)
Do oceny jakości oleju do smażenia wykorzystywane są wskaźniki fizyczne, takie jak temperatura dymienia, kolor, smak, zapach, trwałość piany i lepkość.
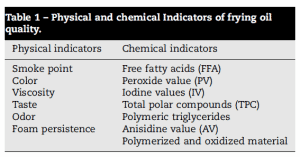
Źródło: „Sonda pojemnościowa do oceny degradacji oleju do smażenia” – https://doi.org/10.1016/j.inpa.2015.07.002
Duże międzynarodowe koncerny z branży restauracyjnej i przemysłowej zainwestowały dużo pieniędzy, aby ustalić bezpośredni związek między parametrami chemicznymi oleju we frytownicach a jakością smażonej żywności. Oznacza to, że operatorzy muszą nie tylko monitorować różne parametry degradującego się oleju, ale muszą odnosić te parametry do jakości sensorycznej żywności.
Producenci sprzętu współpracują ze swoimi klientami w celu ustalenia punktów końcowych do usuwania oleju. Na przestrzeni lat wprowadzono wiele różnych systemów testowych, ale tylko nieliczne zajęły się frytownicami gastronomicznymi i przemysłowymi, ponieważ niewielu potencjalnych użytkowników zobowiązałoby się do określenia punktów końcowych jakości żywności. Wymaga to przeprowadzenia badania smażenia, które jest kosztowne, czasochłonne i często wymaga zewnętrznej ekspertyzy w celu przeprowadzenia badań sensorycznych i właściwej analizy danych.
Dlaczego dane dotyczące lepkości są wiarygodnym wskaźnikiem jakości oleju do smażenia?
Do oceny przydatności olejów stosuje się liczbę jodową (IV). Garba i in. donoszą, że olej o wysokim IV wykazywał słabe działanie z powodu reakcji utleniania lipidów i tworzenia wodoronadtlenku między nienasyconymi kwasami tłuszczowymi a tlenem. Również wolny kwas tłuszczowy (FFA), polimeryczne triglicerydy, liczba anizydynowa (AV) oraz spolimeryzowany i utleniony materiał (POM) są szeroko stosowane jako wskaźniki jakości oleju do smażenia, ale same w sobie nie są rozstrzygające.
W szczególności wzrost lepkości podczas wielokrotnego smażenia został zidentyfikowany przez niektórych badaczy jako czynnik odpowiedzialny za wzrost absorpcji oleju w smażonych potrawach (Guillaumin, 1988; Moreira i in., 1997). Ponadto można oczekiwać, że zmiany lepkości i gęstości medium do smażenia podczas wielokrotnego smażenia będą miały wpływ na usuwanie pęcherzyków pływających z powierzchni żywności, a w konsekwencji na konwekcyjne przenoszenie ciepła z oleju do żywności, która jest poddawana smażeniu.
Lepkość bardzo dobrze koreluje z innymi wskaźnikami chemicznymi, takimi jak FFA, POM, TPC, Lovibond Color Value, jak wykazały różne badania, z których niektóre przedstawiono poniżej.
Lepkość i TPC
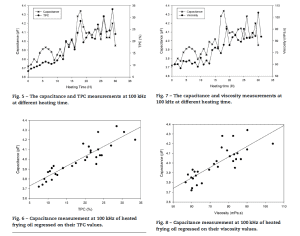
Rysunek 1 - Pokazanie trendu pomiarów TPC i lepkości (także pomiarów pojemnościowych) wraz ze wzrostem czasu nagrzewania. Źródło: „Sonda pojemnościowa do oceny degradacji oleju do smażenia” – https://doi.org/10.1016/j.inpa.2015.07.002
Lepkość i korelacja z wartością barwy Lovibonda, wolnym kwasem tłuszczowym (FFA), materiałem spolimeryzowanym i utlenionym (POM)
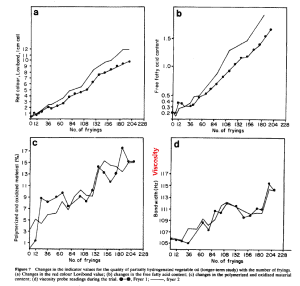
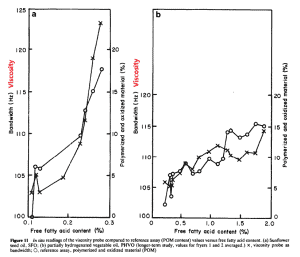
Rysunek 2 - Pomiary z (a) kolorem czerwonym Wartość Lovibonda (b) FFA (c) POM (d) Lepkość (szerokość pasma) wraz ze wzrostem czasu ogrzewania. Źródło: „Opracowanie i ocena nowatorskiego czujnika do oceny jakości oleju smażalniczego in situ” – https://doi.org/10.1016/0956-7135(90)90008-Z
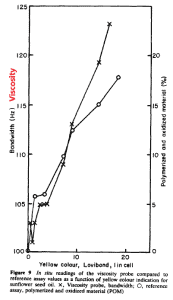
Rysunek 3 - Trendy lepkości (przepustowości) i koloru Lovibond. Źródło: „Opracowanie i ocena nowatorskiego czujnika do oceny jakości oleju smażalniczego in situ” – https://doi.org/10.1016/0956-7135(90)90008-Z
Rysunek 4 - Lepkość (przepustowość) i trendy FFA. Źródło: „Opracowanie i ocena nowatorskiego czujnika do oceny jakości oleju smażalniczego in situ” – https://doi.org/10.1016/0956-7135(90)90008-Z
Badania pokazujące, jak lepkość zmienia się wraz z czasem ogrzewania
Naukowcy przeprowadzili analizę regresji (https://doi.org/10.1016/j.jfoodeng.2011.02.021) w celu zbadania zależności lepkości od liczby partii smażenia. Analiza wykazała, że dla dużego obciążenia smażenia lepkość była związana z numerem partii smażenia zgodnie z równaniem wielomianowym drugiego rzędu.
Analiza regresji liniowej dla rodzajów oleju (palmowy i oliwa z oliwek) wykazała, że lepkość oleju podczas smażenia i podgrzewania jest funkcją lepkości świeżego oleju oraz stężenia różnych klas związków polimerowych generowanych podczas procesu smażenia i podgrzewania. Równanie to obowiązuje również dla innych rodzajów olejów pod warunkiem, że podczas smażenia i podgrzewania generowane są te same klasy związków.

Rysunek 5 - Ewolucja lepkości wraz z czasem ogrzewania przebiegała zgodnie z funkcją wielomianową drugiego rzędu zgodnie z badaniem. Źródło: „Wpływ wielokrotnego smażenia na lepkość, gęstość i dynamiczne napięcie międzyfazowe oleju palmowego i oliwy z oliwek” – https://doi.org/10.1016/j.jfoodeng.2011.02.021
Lepkość i zawartość trójglicerydów
Badania i dane doświadczalne (Olivares-Carrillo et al., 2014) ujawniają, że główne reakcje chemiczne zachodzące podczas frytowania to rozerwanie niektórych triglicerydów i addycyjna polimeryzacja triglicerydów zawierających łańcuchy kwasów tłuszczowych C18:2 i C18:3, ta ostatnia reakcja jest odpowiedzialna za obserwowany nagły wzrost lepkości.
Lepkość zapewnia doskonały wskaźnik śledzenia utraty zawartości trójglicerydów spowodowanej procesami głębokiego smażenia. Naukowcy ustalili związek ilościowy między zawartością triglicerydów a (właściwą) lepkością oleju sojowego.
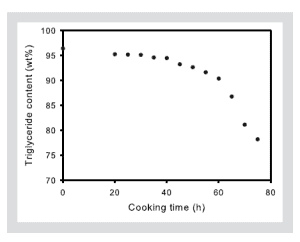
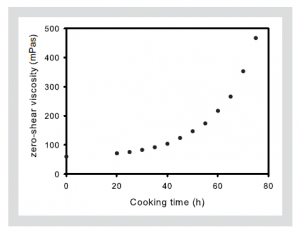
Postać 6 - Ewolucja zawartości triglicerydów i lepkości zerowej ścinania oleju sojowego wraz z ustalonym czasem gotowania. Źródło: „Lepkość jako miara zmian składu oleju w wyniku degradacji termicznej, reologia stosowana” – http://dx.doi.org/10.3933/APPLRHEOL-24-53667
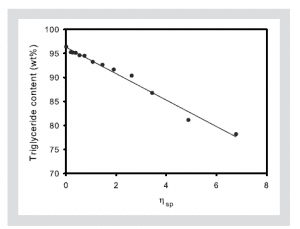
Postać 7 - Korelacja między lepkością właściwą a % wagowym triglicerydu. Źródło: „Lepkość jako miara zmian składu oleju w wyniku degradacji termicznej, reologia stosowana” – http://dx.doi.org/10.3933/APPLRHEOL-24-53667
Lepkość właściwa nsp = (n – n0)/n0, gdzie lepkość odniesienia n0 odpowiada oryginalnej próbce oleju w „czasie gotowania zerowego”. Ustalona waga korelacji % (triglicerydów) = 96.28 – 2.75 nsp
Potrzeba prostego, wbudowanego systemu czujników do monitorowania oleju do smażenia w czasie rzeczywistym
Do chwili obecnej opracowano i wprowadzono różne metody pomiaru różnych parametrów chemicznych i fizycznych oleju do smażenia. Na przykład system chemosensory do kontrolowania jakości oleju w przemyśle spożywczym, Fourier przekształca podczerwień (FTIR) w celu rozróżnienia olejów dobrych i niedopuszczalnych, chromatografię do pomiaru stałej dielektrycznej, temperatury dymienia i lepkości oraz analizę obrazu w celu określenia współczynnika TPC w oleju do smażenia . Jednak metody te opierają się głównie na: próbkowania i są skomplikowane, czasochłonne i drogie. Dlatego konieczne jest opracowanie prostego systemu wykrywania, który pomoże w ocenie jakości oleju do smażenia.
Istnieją przyrządy, które mierzą jakość oleju do smażenia poprzez testowanie całkowitych materiałów polarnych (TPM) na podstawie zmian stałej dielektrycznej oleju. Zestawy testowe FFA i TPC bazują na reakcji barwnej oleju. Istnieją jednak pewne ograniczenia dotyczące tych urządzeń, takie jak złożone wymagania dotyczące kalibracji, przydatność do różnych rodzajów oleju oraz różne zależności temperaturowe.
Czujnik musi być niezawodny w „trudnych” warunkach smażenia
W zastosowaniu oleju do smażenia najważniejszy jest jeden czynnik – czystość. Oleje do smażenia to dynamiczne środowisko. Na powierzchniach grzewczych frytownicy zaczynają tworzyć się polimery (nagromadzenie brązowe), które osadzają się w różnych częściach frytownicy. Polimery te są usuwane za pomocą silnych żrących środków czyszczących i szorowania. Wiele z samych czujników jest podatnych na osadzanie się polimerów, przez co przyrząd jest mniej czuły, co może niekorzystnie wpłynąć na jego działanie.
Tak więc czujnik stosowany do pomiarów powinien być łatwy do czyszczenia i musi być w stanie wykonywać pomiary w takich środowiskach. Jeszcze lepiej, jeśli czujnik pomaga w cyklach czyszczenia i pomaga wykrywać punkty końcowe fazy czyszczenia.
Wiskozymetr inline do ciągłego śledzenia oleju
Różne badania wskazują, że lepkość jest wiarygodnym wskaźnikiem jakości oleju w procesach smażenia. Wykazuje rozsądne korelacje z innymi ważnymi wskaźnikami chemicznymi, takimi jak POM, FFA, TPM, zawartość trójglicerydów i wartości barw.
Pomiar lepkości oleju jest szybką metodą określania stanu oleju i jest uważany za ważny parametr w ocenie gotowości aktywów. Czujnik lepkości, który może stanowić uzupełnienie spektroskopii w podczerwieni (IR) i innych czujników właściwości sypkich, zapewnia natychmiastowe dane o lepkości i temperaturze w trybie on-line, nie zawiera ruchomych części i ma szeroki zakres działania, a także oferuje uniwersalną łączność plug-and-play do integracji z innymi produkty podręczne.
Wbudowany wiskozymetr, taki jak SRV, zapewnia inżynierom pracującym na podłodze możliwość monitorowania i działania na podstawie ciągłych danych lepkości z czujnika. Oprócz możliwości automatyzacji z tych danych, jest również niezwykle wydajny w porównaniu z tradycyjnymi metodami, które obejmują pobieranie próbek i inne interwencje ręczne.


Rysunek 8 - (a) Ręczne urządzenie do pomiaru TPM (po lewej) (b) Pomiar wolnych kwasów tłuszczowych za pomocą pręta testowego (po prawej) – oba wymagają regularnych, okresowych pomiarów ręcznych od inżynierów/operatorów na hali produkcyjnej
Zrównoważony rezonator skrętny – przełom w technologii lepkościomierzy
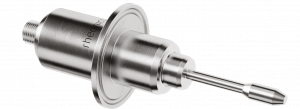
Rysunek 9 - Rheonics SRV Wiskozymetr – do ciągłego śledzenia degradacji oleju
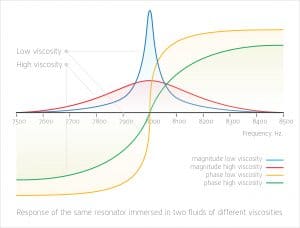
Rysunek 10 - Sensor Operating Principle, Czytaj więcej: https://rheonics.com/whitepapers/
- Rheonics Technologia lepkości SRV wykorzystuje ultrastabilność torsionally balancedmechanical rezonator (patent USA 9,267,872), którego oscylacje są tłumione przez lepkość
- Im bardziej lepki płyn, tym większe mechaniczne tłumienie rezonatora. Mierząc tłumienie, szacuje się iloczyn lepkości i gęstości.
- Rezonator jest wzbudzany i wykrywany za pomocą przetwornika elektromagnetycznego zamontowanego w korpusie czujnika.
- Tłumienie mierzy się metodą Rheonics opatentowana, sprawdzona i opatentowana technologia bramkowanej pętli synchronizacji fazowej
- Oparty na tych dwóch kluczowych technologiach, czujnik lepkości SRV zapewnia stabilne, powtarzalne i bardzo dokładne pomiary lepkości oleju, a jednocześnie jest na tyle mały, że mieści się w dłoni.
Rheonics Czujnik SRV to niewielki czujnik, który można umieścić bezpośrednio w pojemnikach do smażenia na oleju. Niezwykle wysoka dokładność i stabilność pomiaru lepkości umożliwia szybkie wykrycie najmniejszych odchyleń i nagromadzenia się niepożądanych substancji/związków w oleju do smażenia.
Jak jest Rheonics Wiskozymetr liniowy SRV używany do monitorowania jakości oleju do smażenia w czasie rzeczywistym?
Wiskozymetr inline wykonujący pomiary w sposób ciągły umożliwia inżynierom w fabryce osiągnięcie następujących celów:
- Do automatycznego monitoring, dozowanie świeżego oleju i modyfikatorów w celu utrzymania pożądanej jakości oleju
- Aby sprawdzić częstotliwość pobierania próbek – określ, kiedy należy pobrać próbkę laboratoryjną, aby wykonać dogłębny pomiar różnych parametrów
- Wykryj wszelkie anomalie lub nieoczekiwane zachowania i podejmij działania naprawcze
- Działaj w przypadku smażenia oleju lub produktu, jeśli trend jest wyłączony
- Śledź i śledź każdą partię smażonych produktów aż do dokładnej paczki chipsów!
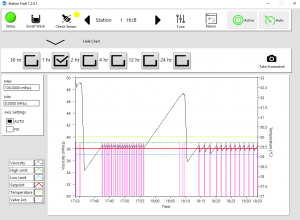
Rysunek 11 - Przegląd Rheonics Oprogramowanie interfejsu
Rheonics Wiskozymetr wbudowany SRV jeszcze bardziej ułatwia życie operatorowi frytownicy dzięki swoim właściwościom, które sprawiają, że dobrze nadaje się do procesów spożywczych.
- Połączenia sanitarne i higieniczne
- Kompletny czujnik jest kompatybilny z CIP (czyszczenie na miejscu)
- Pomiary są niezwykle powtarzalne, dając dokładne wyniki
- Z wbudowaną kompensacją temperatury
- Nie wymaga ponownej kalibracji, ale obsługuje szybką weryfikację kalibracji w terenie (zgodność z FDA)
- Odtwarzalność między czujnikami, która umożliwia ponowne wykorzystanie tej samej korelacji w wielu zakładach oraz wymianę/wymianę sond bez konieczności ponownego programowania
- Podstawowa technologia działająca na submikronowych amplitudach drgań, które nie wpływają na strukturę płynu, zapewniając dokładny pomiar samego płynu
- Umożliwia łatwą instalację bezpośrednio w linii technologicznej, bez konieczności obejścia, bez zakłóceń przepływu
- Solidny czujnik wykonany ze stali nierdzewnej 316L z uszczelnionymi połączeniami (IP69K) do obsługi czyszczenia w wysokiej temperaturze, pod wysokim ciśnieniem, kwasach i zasadach
- Niskie koszty eksploatacji w całym okresie eksploatacji przy zerowej konserwacji
- Bardzo wysoki ROI (zwrot z inwestycji)
Zadbaj o bezpieczeństwo operacji smażenia, jednocześnie zachwycając swoich klientów!
Wreszcie, prawdziwie wbudowany czujnik poziomu oleju do smażenia online, który nie wymaga uwagi operatora i pomaga operatorom skupić się na uzyskaniu maksymalnej przepustowości przez frytownice.
Referencje
- Guillaumin, R., 1988. Kinetyka penetracji tłuszczu w żywności. W: Varela, G., Bender, AE, Morton, ID (red.), Smażenie żywności: zasady, zmiany, nowe podejścia. Ellis Horwood Ltd., Chichester, s. 82–90.
- Moreira, RG, Sun, X., Chen, Y., 1997. Czynniki wpływające na wchłanianie oleju przez chipsy tortilla podczas smażenia na głębokim tłuszczu. Journal of Food Engineering 31 (4), 485-498.
- Matthaus B. Zastosowanie oleju palmowego do smażenia w porównaniu z innymi olejami o wysokiej stabilności. Eur J Lipid Sci Technol 2007;109 (4):400–9.
- Garba ZN, Gimba CE, Emmanuel P. Produkcja i charakterystyka biooleju transformatorowego z Jatropha Curcas Seed. J Phys Sci 2013;24(2):49-61.
- Kress-Rogers E, Gillatt PN, Rossell JB. Opracowanie i ocena nowego czujnika do oceny in situ jakości oleju do smażenia. Kontrola żywności 1990;1(3):163–78.
- Kalogianni, PE; Karapantsios, TD; Miller, R. Wpływ wielokrotnego smażenia na lepkość, gęstość i dynamiczne napięcie międzyfazowe oleju palmowego i oliwy z oliwek. Journal of Food Engineering 2011, 105(1), 169-179.
- Liu, M. i in. Mikroprzepływowa ocena degradacji oleju do smażenia. Nauka. Rep. 6, 27970; doi: 10.1038/srep27970 (2016).
- Olivares-Carrillo P, de los Rias AP, Quesada-Medina J, Hernandez Cifre JG, Diaz Banos FG: Lepkość jako miara zmian składu oleju w wyniku degradacji termicznej, Appl. Reol. 24 (2014) 53667.
Sugerowane produkty do zastosowania
- Szeroki zakres lepkości - monitoruj cały proces
- Powtarzalne pomiary zarówno płynów newtonowskich, jak i nienewtonowskich, płynów jednofazowych i wielofazowych
- Hermetycznie zamknięte, wszystkie części ze stali nierdzewnej 316L zwilżane
- Wbudowany pomiar temperatury płynu
- Kompaktowy kształt ułatwiający instalację w istniejących liniach technologicznych
- Łatwy w czyszczeniu, nie wymaga konserwacji ani ponownej konfiguracji
- Pojedynczy przyrząd do pomiaru gęstości procesowej, lepkości i temperatury
- Powtarzalne pomiary zarówno płynów newtonowskich, jak i nienewtonowskich, płynów jednofazowych i wielofazowych
- Konstrukcja wykonana w całości z metalu (stal nierdzewna 316L)
- Wbudowany pomiar temperatury płynu
- Kompaktowy kształt ułatwiający montaż w istniejących rurach
- Łatwy w czyszczeniu, nie wymaga konserwacji ani ponownej konfiguracji



