
Magazyn FTA Flexo zawiera m.in Rheonics studium przypadku użytkownika – „Standardyzacja lepkości: podejście jednej drukarki”
Przegląd
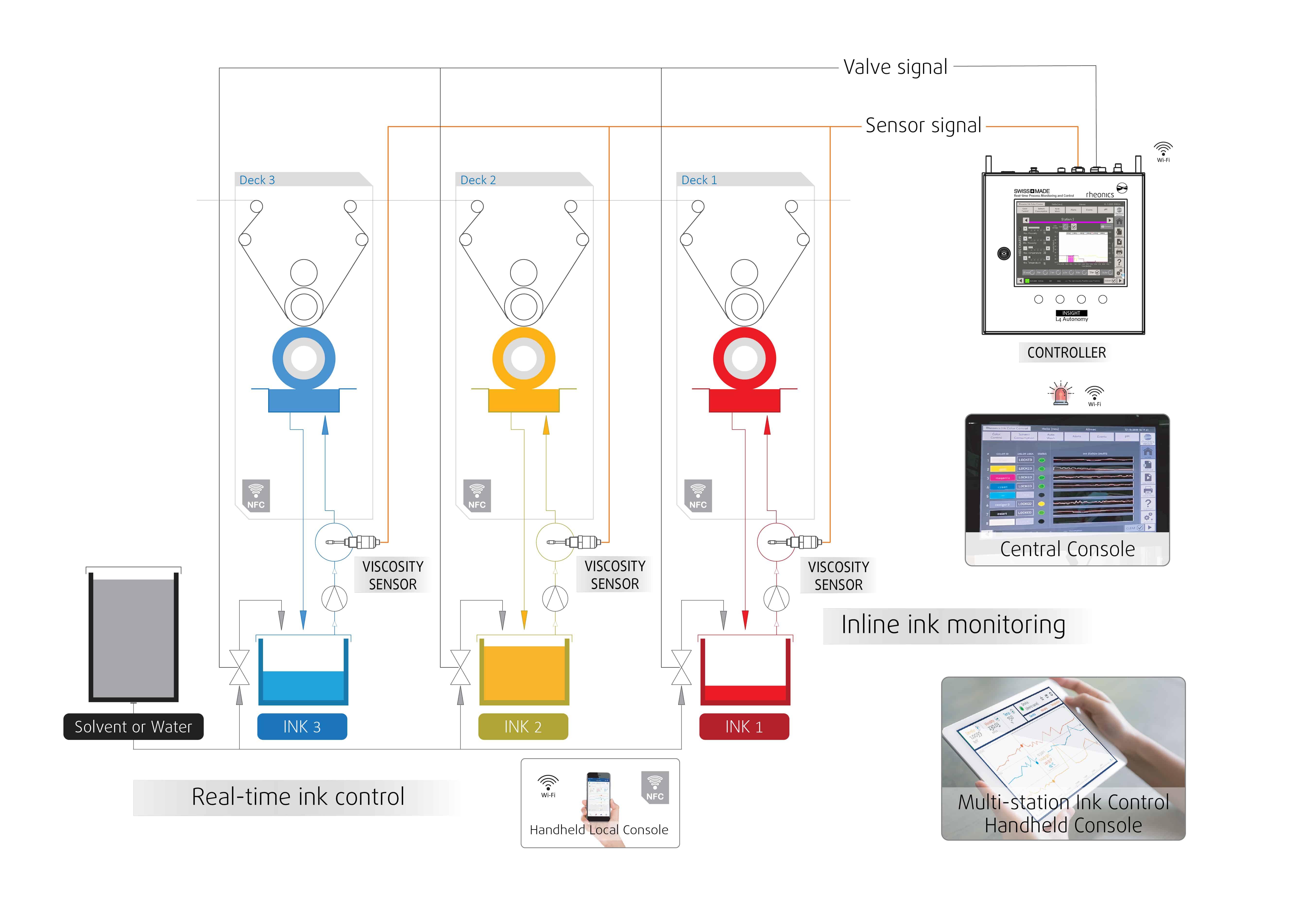
Magazyn poświęcony drukowaniu fleksograficznemu - flekso (https://www.flexography.org/flexo-magazine/) publikuje szczegółowy artykuł przedstawiający Rheonics Wiskozymetry SRV i rozwiązanie RPS InkSight Multi-Station Ink Control w lokalizacji klienta w Holandii.
Aby pobrać kopię strony internetowej w formacie PDF, użyj poniższego łącza.
Wprowadzenie
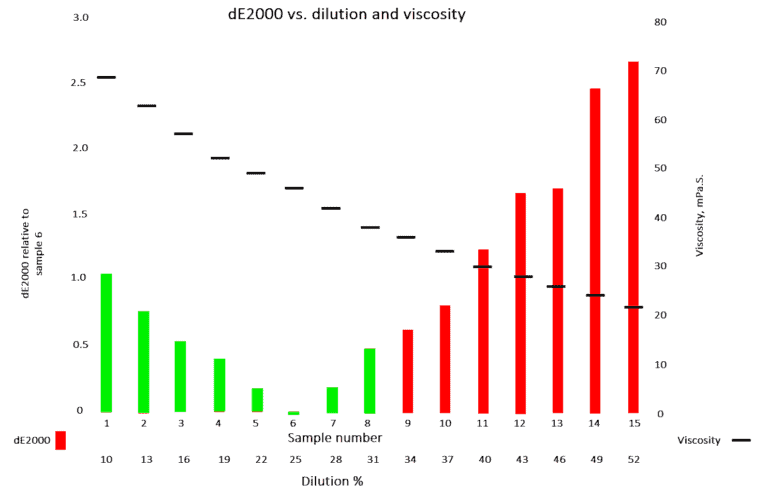
Lepkość jest bardzo ważnym parametrem wpływającym na ostateczną jakość druku
»Jeśli lepkość nie jest prawidłowa, właściwości płynięcia i grubość warstwy farby będą się różnić, prowadząc do pogorszenia jakości druku
»Źle dobrana lepkość atramentu może spowodować nadmierne zużycie atramentu i niepotrzebnie wysokie koszty
»Automatyzacja lepkości i predykcyjne sterowanie śledzeniem skutkuje redukcją odpadów i poprawą wydajności
Ścisła kontrola dzięki dokładnemu czujnikowi w połączeniu z czułym systemem sterowania umożliwiła nam usprawnienie procesu drukowania, przy jednoczesnej poprawie jakości kolorów i zmniejszeniu ilości odpadów.
Kluczowa wartość wbudowanego monitu atramentuoring i rozwiązania sterujące
Jakość wydruku. Głównym celem kontroli lepkości jest utrzymanie jakości druku od początku do końca zadania, bez względu na to, jak długo i jak jest ono złożone.
Efektywność operacyjna. Drugim celem jest poprawa efektywności operacyjnej. Wydajność zaczyna się od założenia pracy. Możliwość ustalenia odpowiedniej lepkości dla wszystkich stacji bez majsterkowania w trybie cięcia i suszenia oznacza szybką zmianę pracy, dzięki czemu maszyny mogą drukować zamiast pracować na biegu jałowym.
Tematy poruszone w artykule
- Dokładność czujników
- nienewtonowskie zachowanie farb i charakteryzacja za pomocą wiskozymetrów
- Instalacja wewnątrz prasy
- Predykcyjna Kontrola Śledzenia
- QA i standaryzacja
- Rzeczywiste jednostki lepkości - Cup Seconds czy mPa.sec?
Kilka liczb z artykułu



Wyjątkowe zalety dzięki Rheonics Czujniki SRV
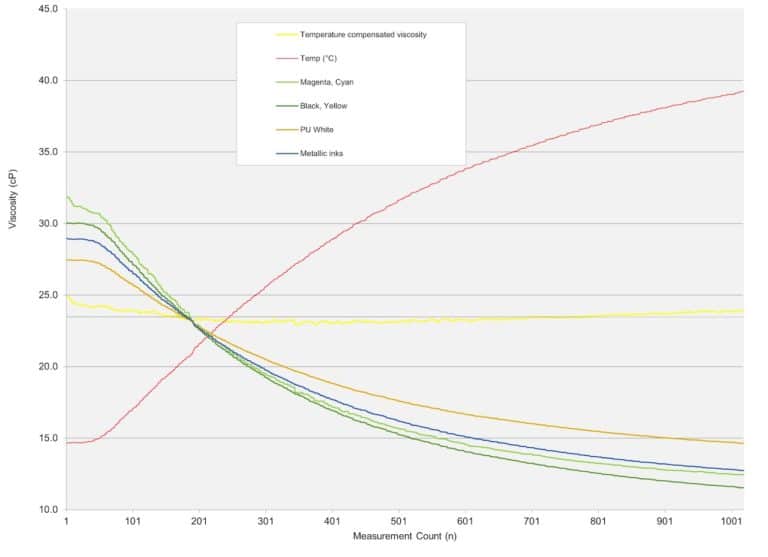
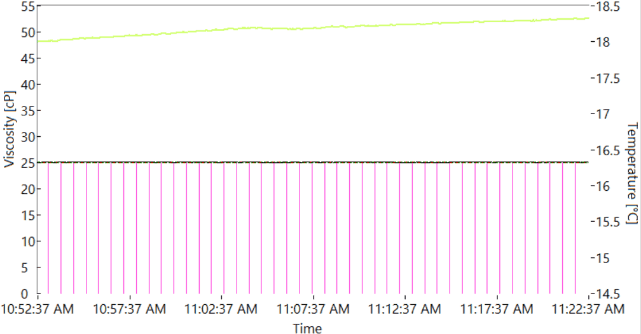
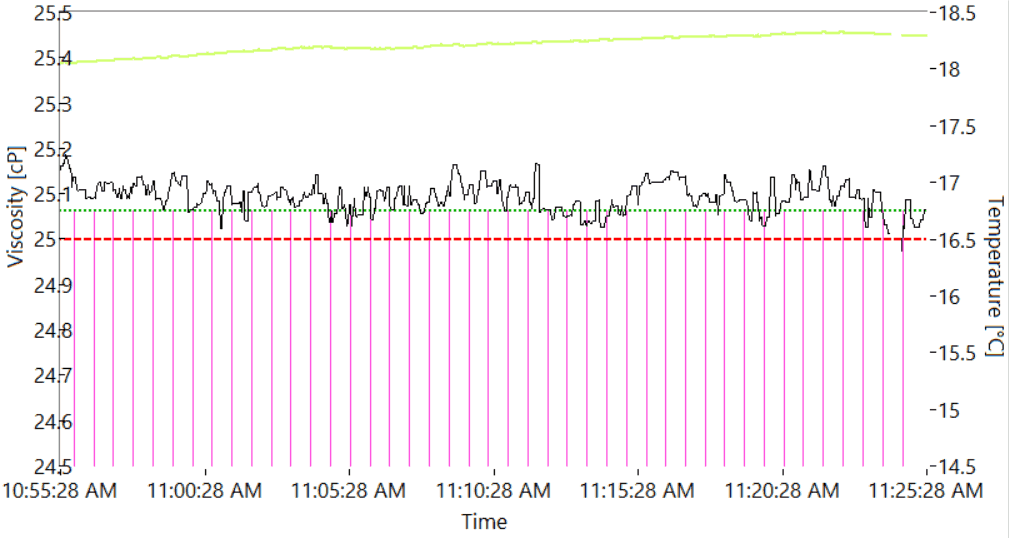
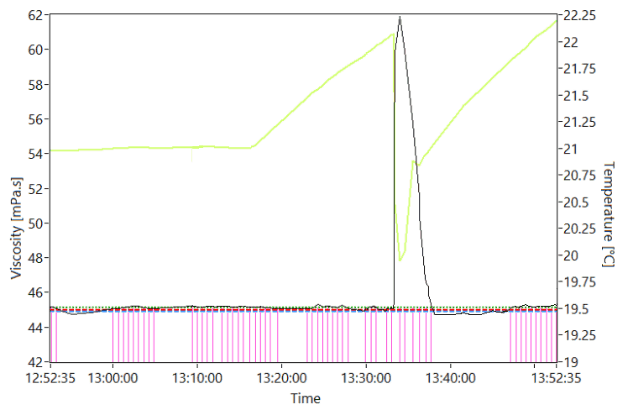
Rheonics czujniki posiadają wbudowany pomiar temperatury, pozwalający na monitorowanie temperatury atramentu. Umożliwia to kompensację odczytów lepkości z temperaturą, co jest niezbędne dla zapewnienia stałej produkcji przy typowych dziennych i sezonowych wahaniach temperatury.
Stosowanie wbudowanego czujnika lepkości, takiego jak SRV, do zastosowań drukarskich ma wiele zalet. a niektóre obejmują:
- Działa dokładnie w większości systemów powłokowych o szerokim zakresie składu i lepkości farb - na bazie wody, rozpuszczalników, farb UV, farb metalicznych itp.
- Utrzymuje ustawioną lepkość atramentu, wyjątkowo wrażliwie na dodatki świeżego atramentu
- Wytrzymała, hermetycznie zamknięta głowica czujnika. SRV można czyścić w trakcie wszystkich standardowych procesów CIP lub zwilżoną szmatką, bez konieczności demontażu lub ponownej kalibracji
- Brak ruchomych części starzejących się lub zanieczyszczających osad
- Niewrażliwy na cząstki stałe; brak wąskich szczelin, które mogą powodować zanieczyszczenie cząstkami
- Wszystkie części zwilżane są wykonane ze stali nierdzewnej 316L - spełniają normy sanitarne bez problemów z korozją
- Certyfikowany zgodnie z ATEX i IECEx jako iskrobezpieczny do użytku w niebezpiecznych środowiskach
- Szeroki zakres działania i prosta integracja - Elektronika czujnika i opcje komunikacji sprawiają, że integracja i uruchamianie w przemysłowych PLC i systemach sterowania jest niezwykle łatwe.
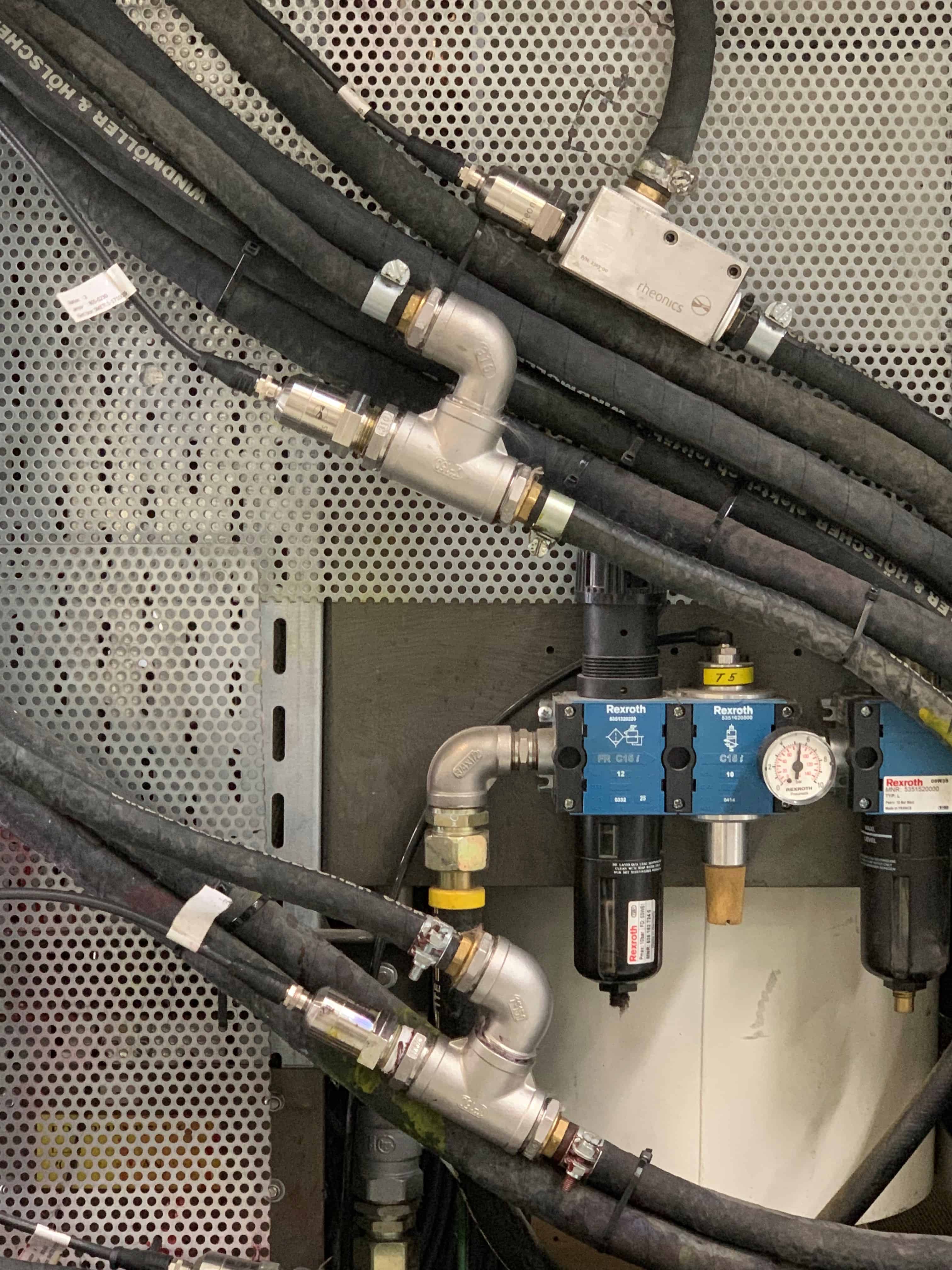
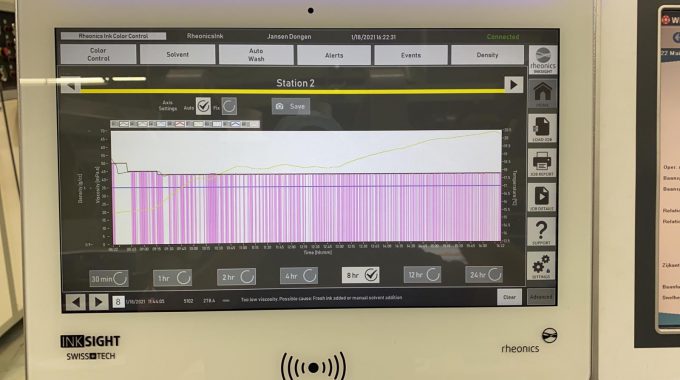
Niektóre obrazy systemu RPS InkSight
- Rheonics Konsola SmartView zintegrowana z maszynami drukującymi
- Kilka zdjęć przedstawiających wbudowaną instalację wiskozymetrów SRV wewnątrz prasy
- Samodzielna szafa sterownicza





Powiązane artykuły

Standaryzacja lepkości w druku fleksograficznym
W historii naszej firmy zastosowaliśmy każdy rodzaj czujnika lepkości: wirujący, opadającą kulkę, opadający tłok oraz falę akustyczną. Podobieństwo między tymi czujnikami polega na tym, że wszystkie są kalibrowane za pomocą kubka, w naszym przypadku kubka DIN z wylotem 4 mm. Samo w sobie to działało dobrze i ze względu na brak lepszej alternatywy…

Optymalizacja zastosowań w druku fleksograficznym, wklęsłym i tekturze falistej poprzez wbudowany monitoring lepkościoring I kontrola
Prasy drukarskie mają wiele zastosowań - gazety, magazyny, katalogi, opakowania i etykiety. Według firmy badawczej Smithers Pira, globalna branża poligraficzna ma osiągnąć 980 miliardów dolarów do 2018 roku. Oczekuje się, że szybki wzrost będzie napędzany głównie wzrostem opakowań i etykiet - oczekuje się, że druk analogowy na opakowaniach wzrośnie o około 28% i…
Wszystkie kategorie Rheonics produkty są zaprojektowane tak, aby wytrzymać najcięższe warunki procesowe, wysoką temperaturę, wysoki poziom wstrząsów, wibracji, materiałów ściernych i chemikaliów.
Wnioski
Wraz ze wzrostem szybkości drukowania i zawężeniem marż zysku, „wykonanie tego dobrze za pierwszym razem” staje się znacznie ważniejsze. Błąd w początkowym ustawieniu lepkości może w krótkim czasie spowodować powstanie kilku tysięcy metrów odpadów. Ścisła kontrola dzięki dokładnemu czujnikowi w połączeniu z czułym systemem sterowania umożliwiła nam usprawnienie procesu drukowania, przy jednoczesnej poprawie jakości kolorów i zmniejszeniu ilości odpadów.
{kind=link}

